- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

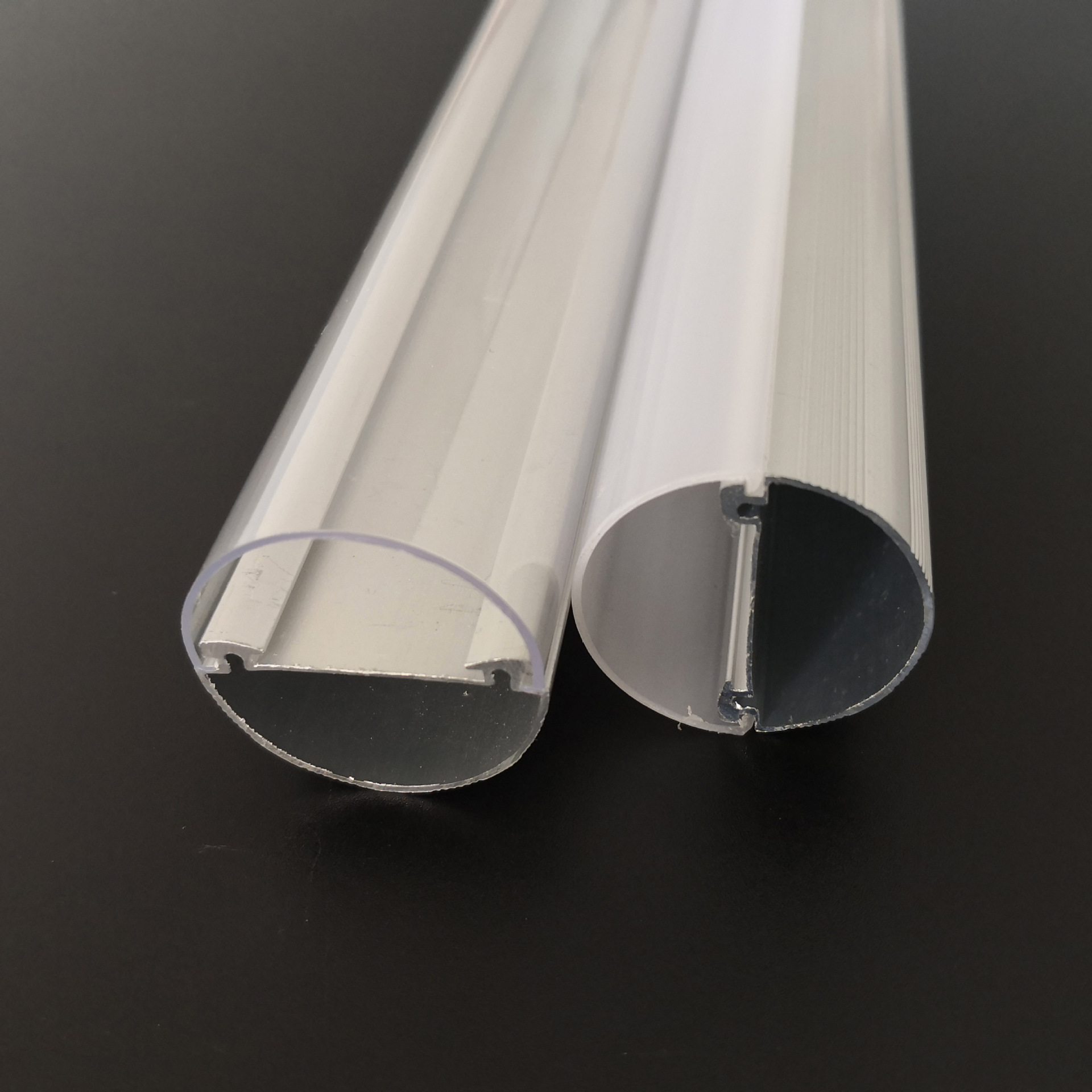
Erfaring fra produksjon av PC-ekstrudering
Forholdsregler:
1. Når injeksjonstrykket er høyt, temperaturen i røret er for høy eller oppholdstiden er lang, er det lett å forårsake termisk dekomponering, misfarging og lavere fysiske egenskaper. Det skal bemerkes at formtemperaturen er 85°C~120°C. (1) Kontroller fuktigheten under 0,02 %; (2) Tørk ved 120°C i 4 timer, og overskrid ikke 150°C.
2. Det er spesielt vanskelig å danne tykke ferdige produkter, fordi de ferdige produktene er utsatt for restspenning, som vil forårsake sprekker i fremtiden, så det er bedre å bruke pulverisert silikon som slippmiddel i stedet for flytende slippmiddel.
3. Forming krever høy temperatur og høyt trykk, og en formingsskyttel av skruetypen må brukes.
4. Materialet bør tørkes helt før bruk.
5. Port- og løpekonstruksjonen bør ha en liten strømningsmotstand.
6. Det støpte produktet bør utformes med en tykkelse nær veggen, og metalldeler bør unngås. Videre må tilbaketrekningshellingen være over 2°.
7. Formkrympehastighet 0,4%~0,7%, egenvekt 1,2~1,5.
8. Oppvarmingstemperatur 230~310 ℃, formtemperatur 80120 ℃, materialrørtemperatur 260~310 ℃, utstøtingsmaterialetemperatur 280~320 ℃, injeksjonstrykk 800~1500 kg/cm2, minimum driftstemperatur 260°C.
9. Bruk en avfuktende tørketrommel, tørketemperaturen er 105~120°C (under 0,02~0,03%), det tar 24 timer, den første delen av materialets rørtemperatur er 260~270°C; den andre seksjonen er 260~270°C; den tredje delen Det første trinnet er 240~250°C; det fjerde trinnet er 220~230°C; formens overflatetemperatur er 40~60°C. Temperaturinnstilling: dyse 230~300 ℃, frontseksjon 260~280 ℃, midtseksjon 265~275 ℃, bakseksjon 250~270 ℃; skruhastighet 40~160rpm, formtemperatur 80^120℃, injeksjonstrykk 1000~1400kg/cm2, Mottrykk 5-15kg, skruekompresjonsforhold 2,4, L/D 15~24.
JE er en profesjonell PC-ekstruderingsprodusent i Kina,
For flere PC-ekstruderingsprodukter, se: www.jeledprofile.com
Du kan også kontakte: sales@jeledprofile.com
Tlf/Whatsapp/Wechat: 0086 13427851163


