- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

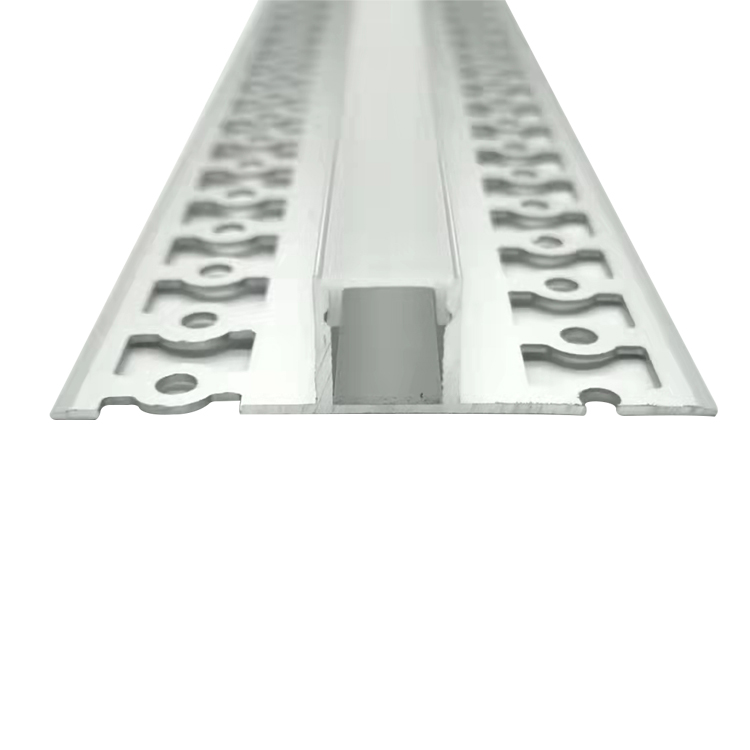
Forholdsregler for ekstruderingsformer av aluminiumsprofil - den første delen
Dette er den første delen av forholdsregler forekstrudering av aluminiumsprofilformer.
(1) Bruk avanserte instrumenter for å oppdage dimensjonsnøyaktigheten, hardheten og overflateruheten til formen online og offline. Støpeformer som har bestått befaring og aksept registreres og settes i hyllene på lageret. Når du bruker, ta ut arbeidsbeltet for poleringsformen, og monter og inspiser styreformen, profilformen og formputen. Hvis de er bekreftet å være riktige, send dem til maskinen for oppvarming;
(2) Krav til oppvarmingstemperatur før aluminiumsprofilekstruderingsverktøyet settes på maskinen: ekstruderingsfat: 400~450 ℃, ekstruderingspute: 350 ℃, dysepute: 350~400℃, flat dyse: 450~470℃, delt dyse : 460~480℃, holdetiden beregnes i henhold til tykkelsen på formen (l,5–2 minutter/mm);
(3) Oppvarmingstiden til ekstruderingsverktøyet av aluminiumsprofil i ovnen er ikke tillatt å overstige 10 timer. Hvis tiden er for lang, vil dysehullsarbeidsbeltet lett bli korrodert eller deformert;
JE er en fabrikk som spesialiserer seg på LED-aluminiumekstruderingsprofil, for flere detaljer, se:
www.jeledprofile.com
Eller vennligst kontakt: sales@jeledprofile.com
Tlf/Whatsapp/Wechat: 0086 13427851163
Tidligere:LED lineær lys tilkoblingsavstand


